What is a Conveyor Belt and How Does it Work?
A conveyor belt is an essential component in various industries, facilitating the movement of materials. According to the Global Conveyor Belt Market Report, the estimated market value reached $6.8 billion in 2022, highlighting its significance. This system streamlines production processes by reducing manual labor and increasing efficiency.
Conveyor belts come in various types, designed to meet specific needs. From manufacturing to logistics, they are vital for transporting products. In many factories, a well-functioning conveyor belt can increase productivity by up to 30%. However, companies often underestimate maintenance needs. Regular inspections are crucial to prevent unexpected downtimes and losses.
Despite their benefits, conveyor belts can pose safety risks. Misalignments and wear can lead to accidents. Addressing these concerns requires a commitment to safety protocols and training. The effectiveness of a conveyor belt system hinges on proper implementation and oversight. Overall, understanding how a conveyor belt works is essential for maximizing its potential in any industry.

What is a Conveyor Belt: Definition and Functionality
A conveyor belt is a vital part of many industries. It is designed to transport materials efficiently. This system can handle a wide range of products, from heavy bulk materials to delicate items. In fact, according to a recent industry report, nearly 70% of manufacturing processes utilize conveyor belts in some capacity.
The functionality of a conveyor belt lies in its simplicity and effectiveness. Typically, it consists of a continuous loop of material, driven by pulleys. The friction between the belt and the conveyed items ensures smooth movement. This technology can handle loads exceeding several tons per hour. Yet, maintenance and wear are common issues. Regular inspections are essential to ensure optimal performance and prevent operational delays.
Understanding the specifics of conveyor belts can also reveal potential weaknesses. The materials used for belts can vary, affecting both durability and efficiency. For example, rubber belts are common but may degrade quickly under harsh conditions. Adapting to varying environments remains a challenge for many. As industries evolve, so does the need for more robust and adaptable conveyor systems.
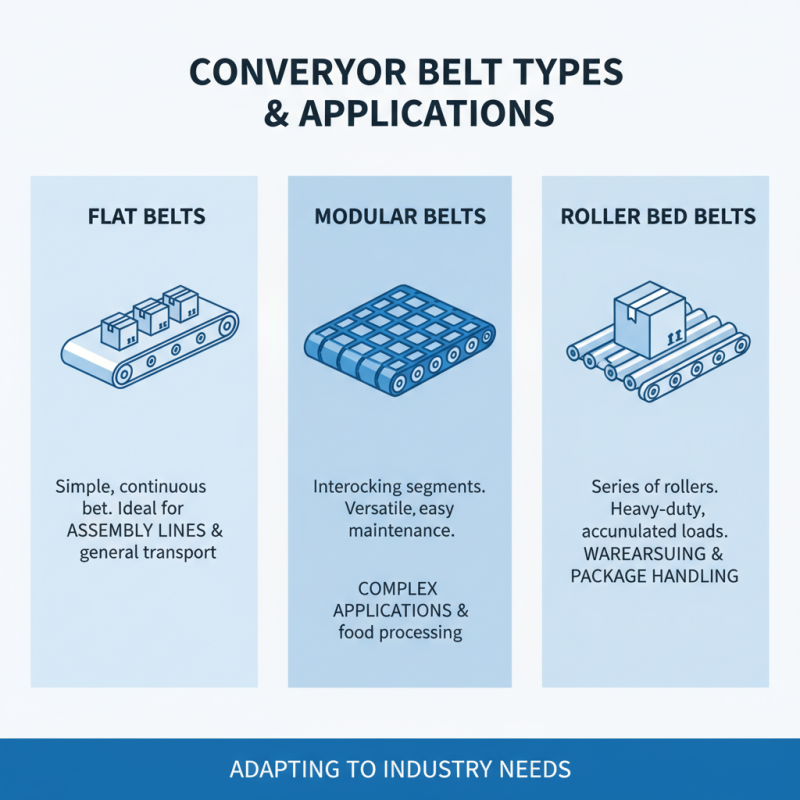
Types of Conveyor Belts and Their Applications Across Industries
Conveyor belts are essential in various industries, adapting to specific needs. They come in many types, such as flat belts, modular belts, and roller bed belts. Flat belts are common in assembly lines. They are simple yet effective for transporting items. Modular belts are versatile and allow for easy maintenance. They are ideal for complex applications.
In warehouses, you might see roller bed belts. They utilize rollers to reduce friction. This feature makes them suitable for heavy loads. Conveyor belts also serve the food industry. Food-grade belts ensure hygiene and safety standards. They can withstand cleaning without damage. However, not all belts are perfect for every situation.
Choosing the right conveyor belt requires careful consideration. Factors like load weight, speed, and material play a role. Each type has its limits. Understanding their weaknesses is important. For example, flat belts may struggle with uneven loads. Reflecting on these factors can lead to better decisions in material handling.
The Mechanics of Conveyor Belt Operation: Components and Engineering
Conveyor belts are vital in various industries. They transport materials efficiently and safely. Understanding their operation requires knowledge of key components. A conveyor belt system typically includes a belt, pulleys, rollers, and a motor. Each part plays a crucial role in the overall function. The belt itself can be made from different materials, suited for specific applications.
Pulleys drive the belt’s movement. They also guide its path and keep it aligned. Rollers support the belt's weight and allow it to navigate bends and inclines. The motor generates power, making the entire system operational. An efficient design is essential to maximize productivity. Engineers must consider factors like load capacity and speed.
While many conveyor systems are effective, flaws can arise. Misalignment or wear can lead to malfunctions. Routine maintenance is vital to identify and rectify issues before they escalate. Engineers continually look for ways to improve designs, aiming for higher efficiency and lower downtime. Balancing innovation with reliability is always a challenge in conveyor belt engineering.
Key Advantages of Conveyor Belts in Material Handling and Logistics
Conveyor belts are essential in material handling and logistics. They streamline the movement of goods in various industries. These belts can transport heavy materials over long distances effortlessly. They are used in warehouses, factories, and airports.
One key advantage of conveyor belts is their efficiency. They reduce the need for manual labor, which can be expensive and prone to errors. By automating the transport process, businesses can focus on other areas. However, relying solely on this technology may lead to maintenance challenges. Regular checks are crucial, as a malfunction can slow down operations.
Another important benefit is flexibility. Conveyor belts come in various designs and materials, accommodating different loads and environments. This adaptability is valuable for companies with diverse product lines. Still, businesses must analyze whether a conveyor system fits their needs. Careful assessment can prevent costly oversights. The balance between automation and manual processes can improve overall productivity.
Key Advantages of Conveyor Belts in Material Handling and Logistics
Industry Statistics: The Impact of Conveyor Belts on Productivity and Safety
Conveyor belts play a significant role in various industries. They enhance productivity by providing efficient material handling solutions. In manufacturing, for instance, conveyor systems streamline processes by transporting items seamlessly. A study found that businesses using conveyor belts can increase output by up to 30%. This improvement often leads to increased profits and reduced operational costs.
Safety is another critical aspect of conveyor systems. Proper installation and maintenance can prevent workplace accidents. For example, loose belts can cause items to fall or machinery to malfunction. According to industry reports, effective use of conveyor belts can reduce workplace injuries by over 20%, as they minimize manual handling. However, organizations must invest in operator training and regular inspections to maintain this safety record.
Despite their benefits, conveyor systems are not without challenges. Aging equipment may lead to inefficiencies or increased energy consumption. Industries must address these issues by updating their systems and practices. Some facilities may neglect routine maintenance, compromising safety and productivity. Recognizing these areas for improvement is crucial for any organization aiming to maximize the effectiveness of conveyor belts.